The temperature required to weld a pipe depends on the material of the pipe. The instruction manual of the hydraulic fusion butt welder is accompanied by a table indicating the time and pressure required at different stages for pipes with different wall thicknesses.
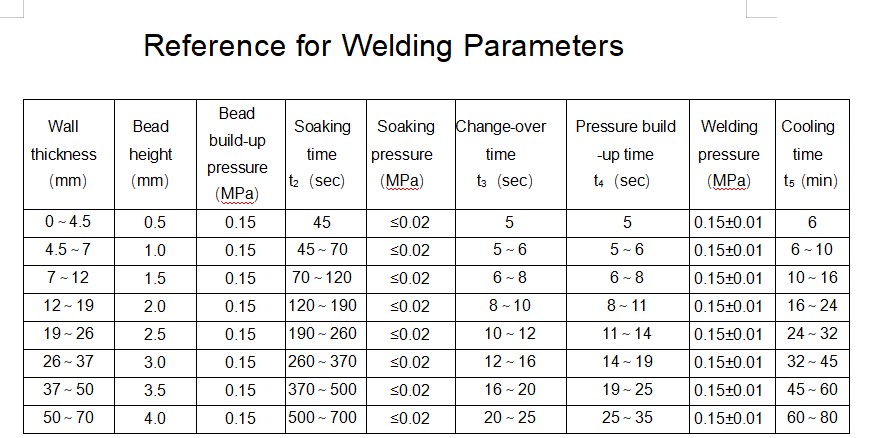
Take WP160A plastic fusion butt welding machine as an example, the pressure is divided into Bead build up pressure, soaking pressure and welding pressure. The time is divided into soaking time, change-over time, pressure buliding-up time and cooling time.
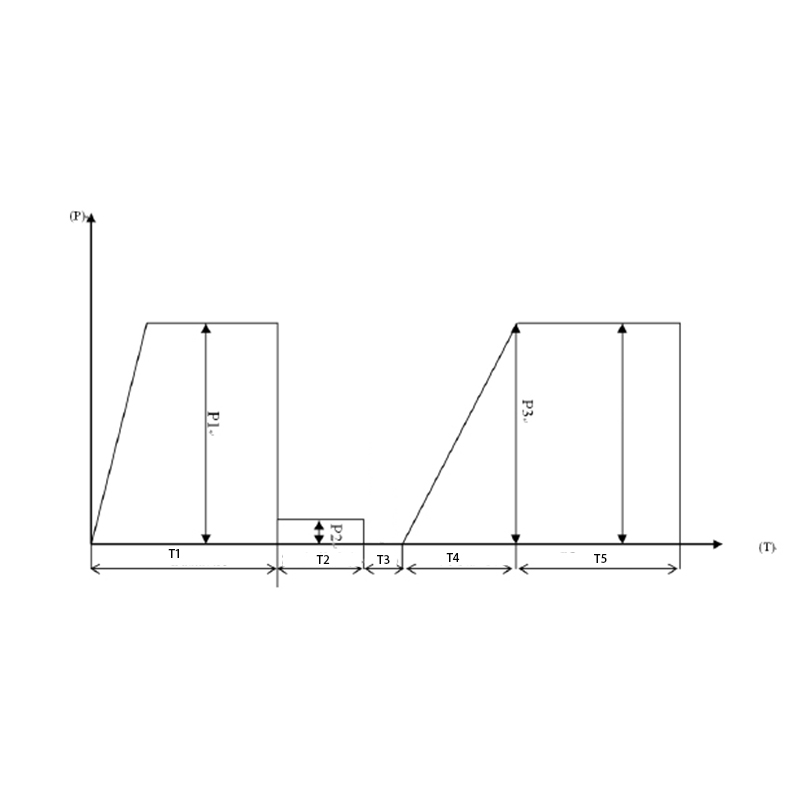
The above line graph can show the corresponding pressure at different times. T1 is the bead build-up time, and the corresponding P1 is the Bead build-up pressure, when the heating plate heats up the pipeline and starts to form a bead, then it goes to T2.
T2 is the soaking time, corresponding to P2 is the soaking time, when the heating plate heats up the pipe and forms a bead, and then continues to heat up the pipe for the required time and maintains the required pressure.
T3 is the change-over time, i.e. the time to separate the pipes and remove the heating plate.
T4 is the pressure build-up time that allows the pressure to reach the welding pressure again.
T5 is the cooling time, during which P3, the welding pressure, needs to be maintained all the time, and by the time the cooling is over, you will have a welded pipe.






